行業動態NEWS
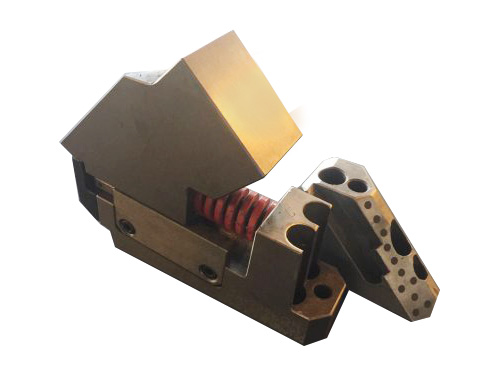
吊裝斜楔機構X-SACD

在大中型汽車沖模的設計中,往往要借助斜楔機構來完成具有空間立體曲面的汽車覆蓋件不同方向的沖孔、翻邊、修邊、等工序,從而達到簡化工序,降低成本,提高工效的目的。但由于斜楔機構中滑塊導向結構形式的不同,以致其適用對象、導向定位精度、使用壽命等亦不相同。
吊裝斜楔機構X-SACD壽命長的保養方法:
吊裝斜楔機構X-SACD主要由一固定安裝在沖模模具上模上的滑塊底座,一固定安裝在沖模模具下模上的驅動塊以及置于滑塊底座與驅動塊之間的滑動塊組成,其特征在于所述的滑塊底座、中間的滑動塊和驅動塊三者之間均采用V型導向面結構配合并連接,且所述的V型導向面結構為整體式或為V型導軌結構;所述的V型導向面結構為整體加工在滑塊底座、滑動塊、驅動塊上,或單獨加工的V型導軌并被固定安裝在滑塊底座、滑動塊、驅動塊上;所述的V型導向面結構的數量為并排多個;因此采用該結構的本實用新型斜楔度其導向精度和導向力學的平穩性均非常好,它具有、穩定性強、力量大、壽命長的特點。
1、沖壓模具修補往后,有把模具表面清掃潔凈。
2、每隔一段時間,有把模具全分解,然后進行全部品清掃。
3、在守時維護過程中,對沖壓模具表面面,拆、換零部件要進行的清掃與收拾
4、裝模前要對沖壓模具的上下表面進行清擦,模具設備面和壓機工作臺面不受壓傷及模具在出產中上下設備面的平行度。
5、沖壓模具裝好后將模具翻開,將模具各部辨明擦潔凈,特別是導向安排,關于表面件的沖壓模具,要面清擦潔凈,來制件的質量。
斜楔機構中。它與滑座、斜楔的配合運動,可改變壓力機傳遞力的運動方向以符合模具工作零件的沖壓方向,且在工作中做往復運動。因此,要求其既要有良好的導向,又要有定位。作為標準化、系列化的斜楔機構如正裝斜楔機構,充分考慮顧客的不同需求,從結構的 性,以及生產制造的工藝性、經濟性等方面進行綜合分析 ,以期達到性能優異、穩定、經濟適用的目標。滑塊導向結構形式雖有多種,但主要應考慮導向定位精度和制造工藝性。通常滑塊與導向件如導板、滑座之間采用H7/g6的配合,一般配合間隙取0.01一0.07mm。當滑塊與斜楔接合面僅用平面導向時,由于其不具有定心性,滑塊與導向件間的間隙應取小值;當結合面采用V型導向副時,因具有良好的定心性,故滑塊間隙可區大值,以利于裝配、節省調整時間。
